気密端子、部品支持用顆粒ガラス

流動性、充填性に優れ、打錠成形に適した顆粒ガラス
気密端子用顆粒ガラスには、鉄またはステンレス鋼のシェルと鉄ニッケル、鉄ニッケルクロムまたはコバールのリード線を組み合わせる圧縮封着用、およびシェルとリード線がコバールの整合封着用があります。部品支持用顆粒ガラスには、スタンドオフがあります。
特性
| 適用 | 気密端子用 | 部品支持用 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 圧縮封着 | 整合封着 | スタンドオフ | |||||||||
| ガラスコード | ST-W/K | ST-4W/K | FN-13W/K | BH-W/K | BH-7W/K | BH-8W/K | BH-14W/K | ST-4F/K | BH-FW/K | ||
| 顆粒粒度 | D50 | μm | 135 | 130 | 110 | 135 | 135 | 135 | 135 | 120 | 125 |
| D99 | 265 | 250 | 215 | 265 | 265 | 265 | 265 | 235 | 245 | ||
| 仮焼成温度:T1 | ℃ | 650~660 | 680~690 | 700~710 | 670~680 | 730~750 | 650~660 | 750~800 | |||
| 封着温度:T2 | 960 | 980 | 930 | 980 | 960 | 1050 | |||||
| 熱膨張係数 | 30~380℃ | ×10-7/K | 95 | 95 | 75.5 | 45.5 | 49.5 | 62.5 | 31.5 | 94 | 57 |
| 密度 | ×103kg/m3 | 2.60 | 2.60 | 2.51 | 2.28 | 2.32 | 2.41 | 2.13 | 2.65 | 2.83 | |
| 転移点 | ℃ | 450 | 460 | 510 | 470 | 505 | 510 | - | 460 | 515 | |
| 屈伏点 | 510 | 520 | 570 | 550 | 565 | 570 | - | 520 | 635 | ||
| 歪点 | 420 | 427 | 480 | 435 | 472 | 475 | - | - | - | ||
| 徐冷点 | 460 | 472 | 517 | 480 | 513 | 520 | - | - | - | ||
| 軟化点 | 663 | 672 | 687 | 698 | 715 | 685 | 782 | - | - | ||
| 作業点 | 980 | 1030 | 990 | 1050 | 1130 | 990 | 1090 | - | - | ||
| 誘電率 | 1MHz 25℃ | 6.4 | 6.5 | 6.3 | 5.0 | 5.5 | 5.8 | 4.0 | 6.7 | 6.4 | |
| tanδ | 1MHz 25℃ | ×10-4 | 22 | 21 | 32 | 30 | 39 | 37 | 3 | 24 | 31 |
| 体積抵抗率 Logρ | 150℃ | Ω・cm | 11.4 | 11.2 | 11.2 | 11.5 | 10.8 | 11.1 | 15.5 | 11.4 | - |
| 250℃ | 8.8 | 8.7 | 8.7 | 8.8 | 8.2 | 8.5 | 12.3 | 8.8 | - | ||
| 350℃ | 6.9 | 7.0 | 7.0 | 7.0 | 6.4 | 6.8 | 10.2 | 7.0 | - | ||
| ヤング率 | GPa | 68 | 68 | - | 57 | 57 | - | - | - | - | |
| ポアソン比 | 0.21 | 0.21 | - | 0.22 | 0.22 | - | - | - | - | ||
| 組成系 | Na2O・BaO・SiO2 | Na2O・Al2O3・B2O3・SiO2 | Na2O・BaO・SiO2 | Na2O・Al2O3・B2O3・SiO2 | |||||||
| 適用 | Fe, Fe-Ni, Fe-Cr, Fe-Ni-Cr | Fe コバール |
コバール Mo |
Fe | コバール | ||||||
-
なお、ST-4F/K、BH-FW/Kは複合系ガラス(ガラスセラミック)です。
-
色調についてはご相談ください。
使用例
-
打錠成形
成形圧力は8~10MPaが適正です。この圧力で成形されたタブレットは、空隙率が0.35~0.37で十分なグリーン強度を持ち、仮焼成時のバインダーの熱分解も容易です。 -
仮焼成
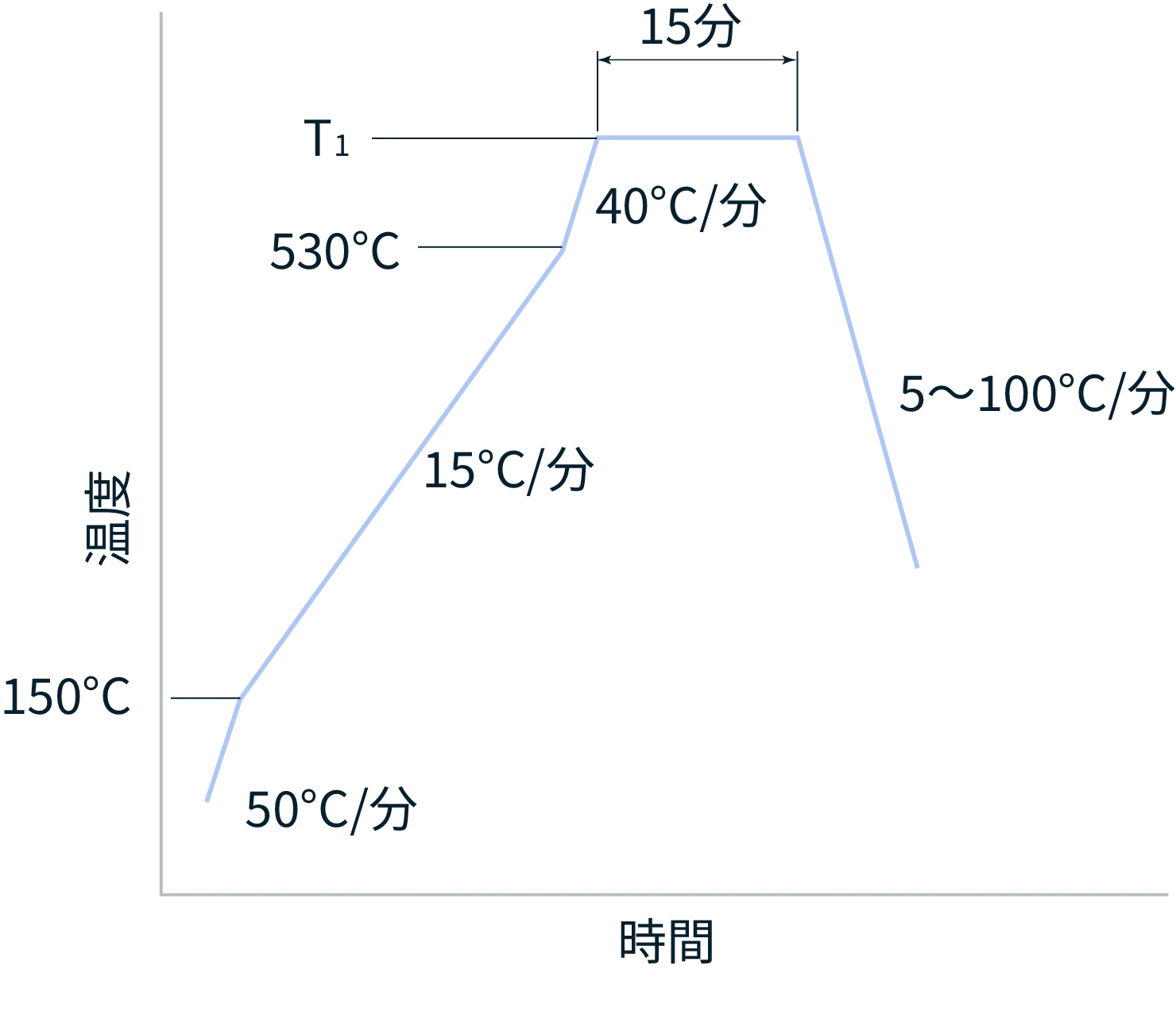
仮焼成は空気中で行います。仮焼成温度は上の特性表中のT1を使用してください。バインダーの分解は150℃から始まり、約530℃で終了するので、この温度範囲の昇温速度は15℃/分以下にする必要があります。図1のスケジュールで仮焼成すると、成形圧力8~10MPaのタブレットの焼成収縮率は、13.5~14.5%となります。
[図1]仮焼成プロファイル
-
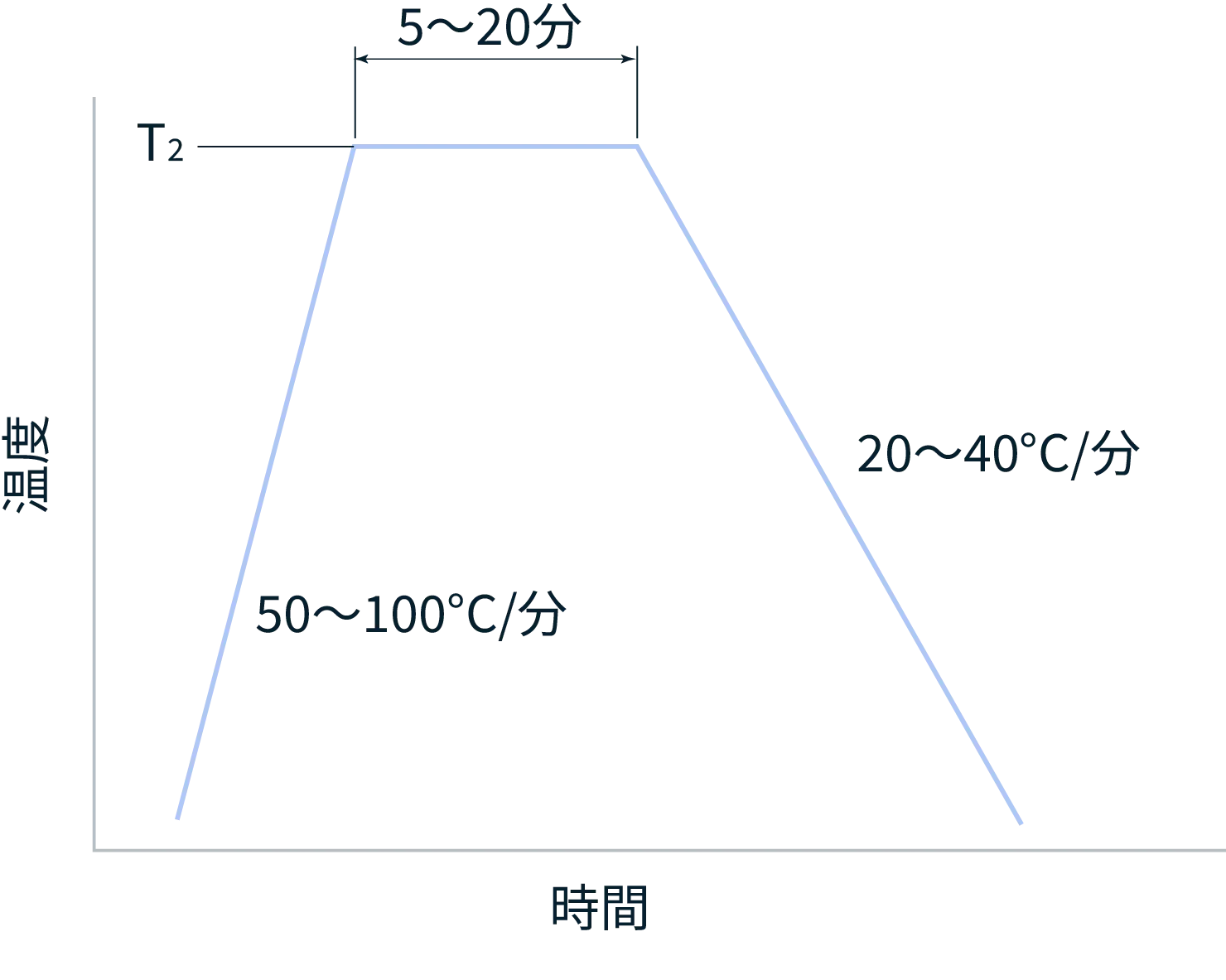
封着
封着は窒素中で行ってください。封着温度は上の特性表中のT2を使用します。
[図2]封着プロファイル
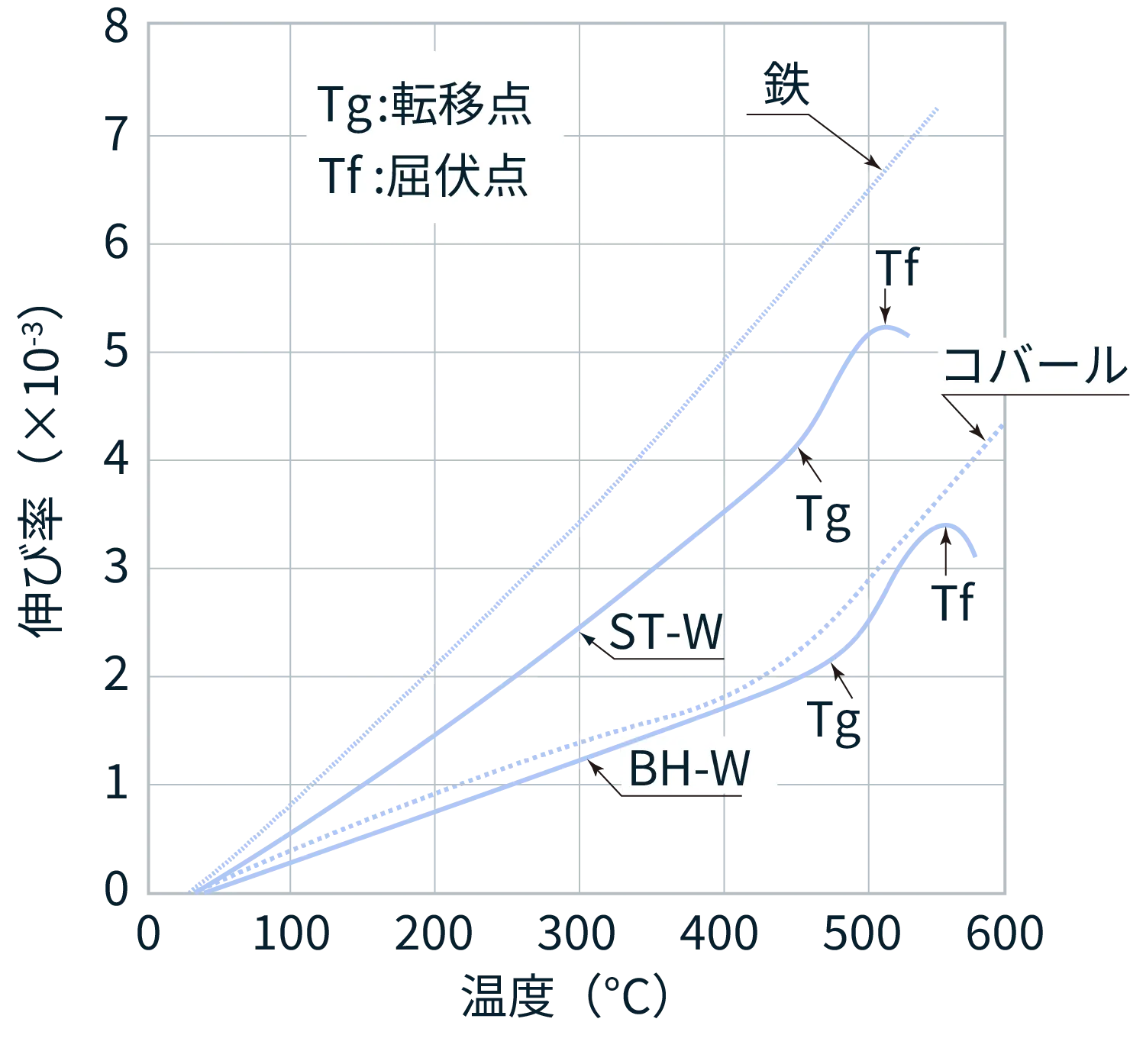
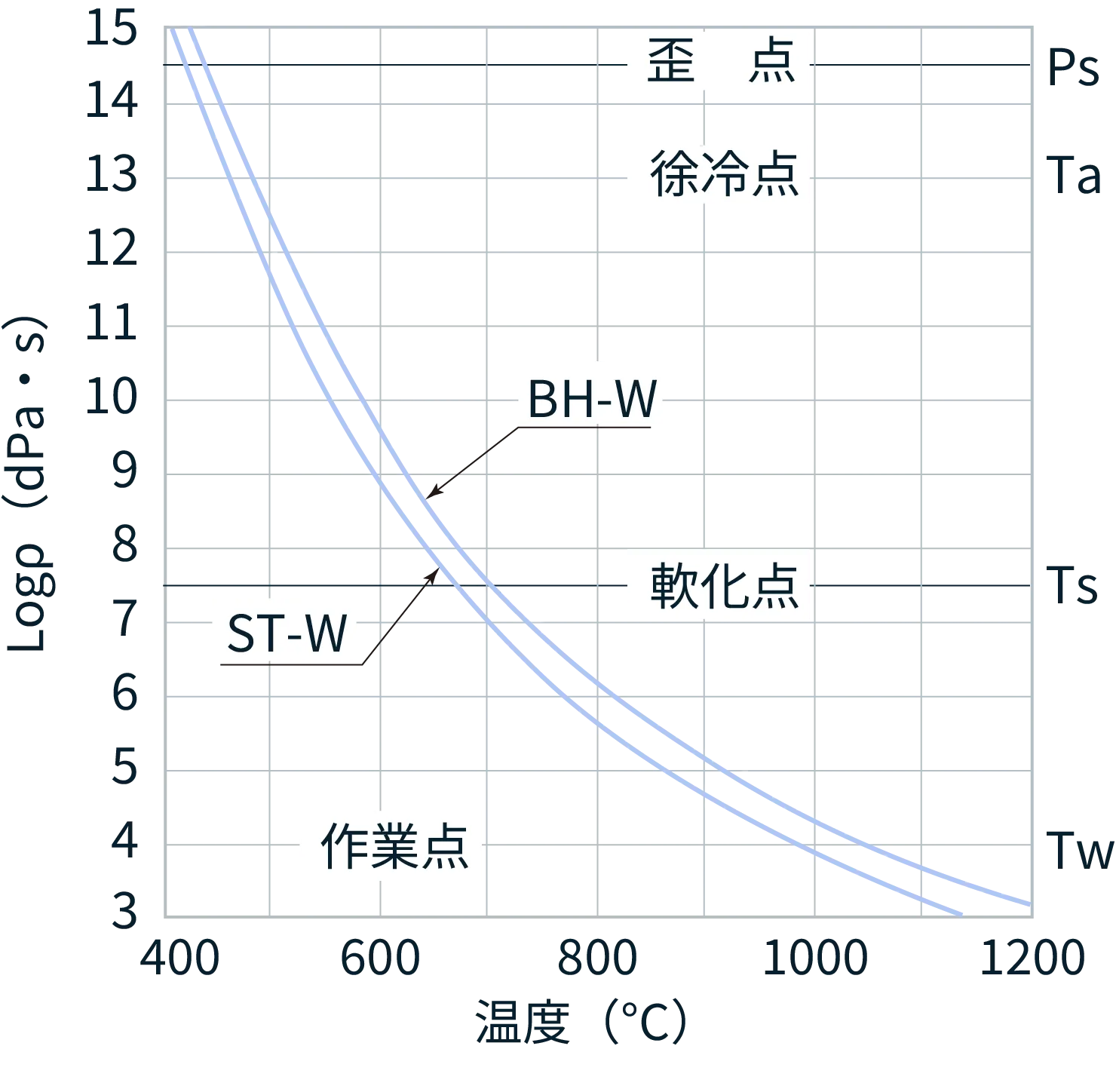
[図3]粘度曲線
[図4]熱膨張曲線